連続鋳造 されたスラブは最終的に薄く伸ばされコイル状に巻き取ります。
各過程の機器の動作制御に弊社のコントローラが使用されています。
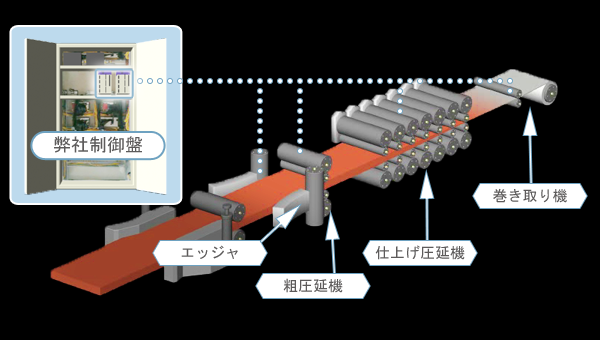
エッジャ
自動幅調節機能を備えたエッジャでスラブの幅が目的の幅になるように調節します。
粗圧延機
ここでローラーで圧力をかけて板を挟んで伸ばす、最初の圧延が行われます。
仕上圧延機
目的の厚さになるまで圧延を行います。
 巻き取り機
巻き取り機圧延された板をコイル状に巻き取ります。
芯となるロールに周囲の4つのロールで鋼板を押さえつけて巻き取りますが、 巻き始め部分がロールの下を通過するときは巻き始め部分を潰してしまわないように押さえのロールを浮かす制御を行います。