高炉で溶かされた鉄(溶鋼)を鋳造し成型する設備で、成型された鉄は次の圧延工程に送られます。 弊社コントローラは各段階でステッピングシリンダを制御し、流量の調節等を行います。
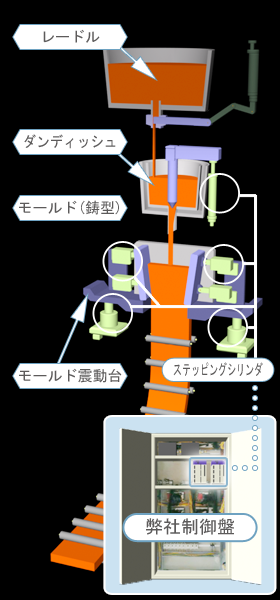 レードル
レードル高炉で作られた溶鋼はレードルに入れられ連続鋳造機の最上部に運ばれます。
一部の不要な成分は浮上分離除去され、溶鋼はレードル底部分から下段のダンディッシュに注がれます。
ダンディッシュ
ダンディッシュでもレードル同様介在物の一部浮上分離除去が行われ 底部からダンディッシュストッパによって流量を調節されて下段に流れます。 このダンディッシュストッパもステッピングシリンダによって駆動され、 下段のモールド(鋳型)へ流されます。 弊社コントローラはこのステッピングシリンダを制御し、溶鉄の流量が適切になるよう調節します。
モールド(鋳型)
ステッピングシリンダによりモールドの短辺は駆動する用になっており、 幅調節や、及びモールドの逆ハの字の角度を調節を弊社コントローラが行います。
モールド振動台
そのままでは流れていかないのでモールド自体を上下に振って成型された鉄(スラブ)を下に落として行きます。 この後、用途によって工程が分かれますが、熱間薄板圧延の工程を紹介いたします。